")
































西門子plc與步進(jìn)電機(jī)在數(shù)控銑床中的控制系統(tǒng)
在我國,數(shù)控技術(shù)的發(fā)展起步較晚,存在許多缺陷,開發(fā)和更新的步伐緩慢。因此,對于相關(guān)企業(yè)單位,生產(chǎn)過程西門子plc與步進(jìn)電機(jī)在數(shù)控銑床中的控制系統(tǒng),仍可開發(fā)通用銑床等電機(jī),但是如何提高數(shù)控系統(tǒng)的安全性和穩(wěn)定性已成為技術(shù)人員和企業(yè)的首要考慮。此外,數(shù)控機(jī)床工業(yè)是我國重要的機(jī)械化工業(yè),在零部件的生產(chǎn)和加工在全世界具有一定的優(yōu)勢。數(shù)控銑床plc控制系統(tǒng)可以將加工提高到一個新的水平,這對電子產(chǎn)品的發(fā)展具有重要意義。西門子plc是一種功率控制器。它是一種通過數(shù)字或模擬器來控制機(jī)器的設(shè)備。它在生產(chǎn)過程的維護(hù)和調(diào)整中起著一定的作用。

1、 西門子PLC的基本結(jié)構(gòu)
西門子PLC是一種可編程控制器,主要由內(nèi)部可編程和存儲的電子設(shè)備進(jìn)行編程和控制。可執(zhí)行功能是系統(tǒng)設(shè)備的各種邏輯操作和定時控制。機(jī)械過程中的數(shù)字輸出和輸入可以控制。一般來說,PLC實際上是一種用于工業(yè)控制的計算機(jī)設(shè)備。其基本功能如下。
(1)電源結(jié)構(gòu)
plc電源是一個非常重要的部分。如果設(shè)備的電源不能及時有效地使用,將嚴(yán)重影響設(shè)備的正常運(yùn)行。正是由于這種情況,制造商才非常重視電力供應(yīng)的設(shè)計和生產(chǎn)。設(shè)備的交流波通常控制在+9<垃圾>-lrb-+10<垃圾>-rb.值得注意的是,在沒有任何預(yù)防措施的情況下,西門子plc不能連接到系統(tǒng)交流。
(2)設(shè)備的中央處理單元
西門子控制的大腦也稱為CPU,是系統(tǒng)分析控制的核心部件。您可以存儲程序員鍵入的數(shù)據(jù)和應(yīng)用程序。主要功能是實時檢查電源狀態(tài)、系統(tǒng)存儲單元和定時器,以及診斷用戶程序中的語言輸入錯誤。在邏輯控制器運(yùn)行之前,可以將設(shè)備的輸入狀態(tài)與設(shè)備的數(shù)據(jù)一起存儲在設(shè)備的印模區(qū),然后從存儲器中讀取用戶的應(yīng)用程序。命令解釋后,邏輯運(yùn)算和算術(shù)運(yùn)算符合要求。操作的最終結(jié)果可以存儲在設(shè)備的數(shù)據(jù)存儲器中。在運(yùn)行完設(shè)備中的所有程序后,印模區(qū)的所有數(shù)據(jù)都可以傳送到設(shè)備的輸出設(shè)備,并且操作可以一直重復(fù)。
(三)設(shè)備存儲器和接口電路
通常,用于存儲系統(tǒng)軟件的存儲器被稱為系統(tǒng)存儲器,而存儲器保持應(yīng)用軟件被稱為用戶存儲器。接口的輸入電路是光耦合器和電路,可以很好地控制接口和接口的輸入通道。
2、 PLC的工作原理
這種可編程控制器的操作通常可以分為兩個操作階段。操作順序是輸入的采樣和程序的執(zhí)行。這兩個階段的詳情如下。
(1)采樣輸入級
在采樣輸入階段,PLC控制器讀取數(shù)據(jù)的方式是通過掃描。掃描后,數(shù)據(jù)可以順序存儲在設(shè)備的印模區(qū)[5]。采樣完成后,可以刷新用戶的執(zhí)行和輸入程序。如果系統(tǒng)中的數(shù)據(jù)發(fā)生變化,則不會影響顯示區(qū)域中的數(shù)據(jù)。因此,如果系統(tǒng)的輸出信號是脈沖形式,則信號的寬度大于一個掃描周期,然后才能讀取輸入數(shù)據(jù)。頁面標(biāo)題
(二)程序的執(zhí)行方式
在此階段,PLC控制器掃描梯形圖。掃描時,您可以先掃描接觸點(diǎn)上的控制線,然后沿控制路徑從上到下執(zhí)行邏輯操作。最后,可以根據(jù)操作的結(jié)果刷新設(shè)備存儲區(qū)域中的邏輯線圈,并且可以刷新設(shè)備存儲區(qū)域。輸出線圈。
3、 PLC系統(tǒng)的應(yīng)用特點(diǎn)
(一)易于應(yīng)用,編程簡單
編程PLC以控制系統(tǒng)語言的過程是應(yīng)用梯形圖,邏輯序列圖和編程語言列表。由于結(jié)構(gòu)相對簡單并且不需要過于復(fù)雜的編程語言,因此可以在沒有復(fù)雜計算機(jī)知識的情況下編程整個系統(tǒng)。 。另外,由于設(shè)備系統(tǒng)的開發(fā)時間相對較晚,因此在現(xiàn)場調(diào)試更容易,并且在修改程序時不會移除內(nèi)部硬件。
(2)設(shè)備可靠性強(qiáng)
通用繼電器系統(tǒng)使用各種連續(xù)的電氣和時間控制繼電器。由于這些繼電器需要連接到各種線路上,一條線路的接觸點(diǎn)的故障很容易導(dǎo)致整個系統(tǒng)的故障和經(jīng)濟(jì)損失。應(yīng)用plc控制系統(tǒng)可以代替各種繼電器設(shè)備,只需要少量的輸出或輸入硬件,大大降低了事故發(fā)生的機(jī)率。因此,plc還采用了一些抗干擾設(shè)備,平均故障時間可達(dá)數(shù)千小時,非常適合生產(chǎn)車間干擾強(qiáng)烈。
(3)系統(tǒng)設(shè)計和調(diào)試工作
由于PLC逐漸取代了大量的繼電器,降低了繼電器的調(diào)節(jié)和控制。用戶可以在室內(nèi)調(diào)試系統(tǒng)。輸入信號可由一個小開關(guān)模擬,輸出信號可由PLC上方的二極管觀察。系統(tǒng)安裝接線完成后,通過修改程序可以解決調(diào)試中的問題,調(diào)試時間小于傳統(tǒng)的繼電器調(diào)試時間。
4、數(shù)控銑床的基本結(jié)構(gòu)和控制標(biāo)準(zhǔn)
CNC銑床由控制機(jī)床,CNC控制器,全數(shù)字交流驅(qū)動系統(tǒng),PL編程控制器和逆變器設(shè)備組成。 CNC控制器負(fù)責(zé)顯示系統(tǒng)的位置,程序的編程和程序的運(yùn)行,系統(tǒng)參數(shù)的計算,診斷和報警;驅(qū)動程序需要完成系統(tǒng)的插補(bǔ)計算和控制;變速器一般完成系統(tǒng)主軸的速度調(diào)節(jié),并可由控制器控制。控制主軸的轉(zhuǎn)速和旋轉(zhuǎn)方向;在銑床中,PLC負(fù)責(zé)電氣控制系統(tǒng)的故障診斷。
根據(jù)系統(tǒng)的控制標(biāo)準(zhǔn),數(shù)控銑床的控制階段可分為兩個方面:主控系統(tǒng)的控制和系統(tǒng)的輔助控制。系統(tǒng)控制中的主軸控制可分為方向控制和部分進(jìn)給軸控制。由于控制裝置較多,采用PLC電氣控制系統(tǒng)來減少繼電器設(shè)備的使用。在接觸器的控制期間,輸出口可最終控制到主控制系統(tǒng)。PLC的輸出口可與數(shù)控銑床控制系統(tǒng)的部分電氣設(shè)備連接,實現(xiàn)報警功能。數(shù)控系統(tǒng)的控制器可以通過PLC程序?qū)崿F(xiàn)各種操作功能,最終實現(xiàn)系統(tǒng)故障的排除和修復(fù)。通常,PLC的輸出或輸入端口與系統(tǒng)中的變頻器和CNC相連。PLC系統(tǒng)可以檢測數(shù)控銑床的開關(guān)和內(nèi)部結(jié)構(gòu)。根據(jù)檢測到的最終信號實現(xiàn)報警。為了保證系統(tǒng)的安全,以及冷卻控制和潤滑控制,可以先切斷電源。
5、數(shù)控銑床中PLC的電路和軟件設(shè)計
(1)PLC系統(tǒng)設(shè)計
為了保證數(shù)控銑床控制系統(tǒng)的故障診斷符合標(biāo)準(zhǔn),必須選用合格的可編程控制器。本文以SysMac CPMIA控制器為例。plc控制系統(tǒng)的數(shù)據(jù)輸出為30個點(diǎn)和23個輸出節(jié)點(diǎn)。可輸出15個控制點(diǎn)。可編程控制器采用輸出輸入型結(jié)構(gòu),安裝調(diào)試方便,響應(yīng)速度快。
可根據(jù)電氣控制結(jié)構(gòu)特點(diǎn)和控制標(biāo)準(zhǔn)分配plc圖像信道。西門子plc可以連接到系統(tǒng)中的各種電氣設(shè)備,實現(xiàn)系統(tǒng)的檢測功能。印刷面積見表1。

(2)PLC控制軟件設(shè)計
通過設(shè)備的通訊接口,可根據(jù)編程的梯形圖(如圖1所示)控制PLC的輸出和輸入地址。控制程序可以控制兩部分,即主軸控制和進(jìn)給主電路。控制完成后,根據(jù)數(shù)控控制器和系統(tǒng)變頻器控制系統(tǒng)的輸入輸出,可以消除系統(tǒng)的報警和故障。一般來說,PLC的可靠性和安全性都很高,PLC系統(tǒng)的輸入、輸出點(diǎn)和切換部分容易發(fā)生故障。因此,在系統(tǒng)設(shè)計中,必須優(yōu)先考慮系統(tǒng)是否具有檢測系統(tǒng)故障的功能,以提高整個系統(tǒng)的安全性和穩(wěn)定性。
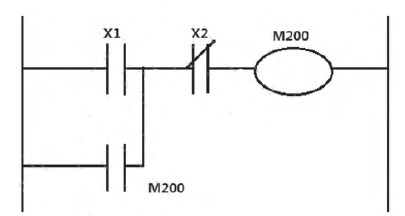
梯形圖
(1)在設(shè)計銑床軟件時,首先要注意電源開關(guān)是否已經(jīng)斷開,同時也要對控制信號的類型進(jìn)行預(yù)約。通常,無論設(shè)備信號的狀態(tài)如何,都需要一個強(qiáng)大的電源先關(guān)閉信號,然后再關(guān)閉電源。從上圖可以看出,當(dāng)關(guān)機(jī)信號在x2部分時,不管信號激活效果如何,都應(yīng)切斷繼電器,但當(dāng)x2為0時,系統(tǒng)啟動信號變?yōu)?,繼電器可以重新啟動。同時,只有繼電器的觸點(diǎn)被自動鎖定,繼電器可以保持關(guān)閉狀態(tài)。
(2)行動聯(lián)鎖控制也應(yīng)高度重視。需要控制主軸的旋轉(zhuǎn)方向和動作路徑。當(dāng)發(fā)生這兩個變化時,為了確保方向和路徑不偏離,使用必要的互鎖控制。 。互鎖信號可以施加到兩個常閉觸點(diǎn)M200和M210。這兩個接觸點(diǎn)可以結(jié)合到控制回路中。這確保了其中一個繼電器和M210是啟動的先決條件,另一個控制回路是確保電源關(guān)閉。如果激活了一個循環(huán),它將確保自動關(guān)閉另一個回路電源,確保兩個回路不同時動作。
(3)注意聯(lián)鎖控制后,應(yīng)注意順序聯(lián)鎖控制。對銑床操作控制有嚴(yán)格要求。該拉伸機(jī)已得到推廣應(yīng)用,既節(jié)省了企業(yè)的維修時間和成本,又節(jié)省了企業(yè)的成本。完成生產(chǎn)任務(wù)提供了可靠的保障,創(chuàng)造了可觀的經(jīng)濟(jì)效益。
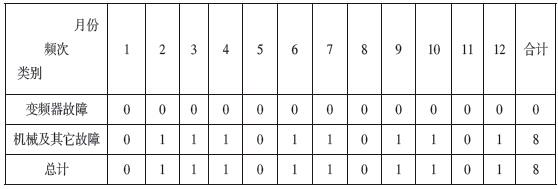
2014年逆變器冷卻方法改進(jìn)后的故障狀況統(tǒng)計數(shù)據(jù)表
6、結(jié)論
改進(jìn)的逆變器冷卻方法有效地擴(kuò)展了逆變器的空間和時間,特別適用于高溫高濕,通風(fēng)和散熱條件差的狹窄環(huán)境,適用于類似場所和環(huán)境條件的制造商。一定的推廣和應(yīng)用價值。
總結(jié):西門子plc與步進(jìn)電機(jī)在數(shù)控銑床中的控制系統(tǒng)主要用途作用就是代替繼電器控制系統(tǒng),可以把控制內(nèi)容寫成程序輸入到PLC內(nèi),PLC就會根據(jù)程序內(nèi)容控制各種動作機(jī)構(gòu)。我們?yōu)槟峁┤吞柸盗形鏖T子plc選型、訂購、售后一體式服務(wù)。如您有任何西門子電氣產(chǎn)品相關(guān)問題,歡迎咨詢我們的在線客服或者熱線電話,我們定為您誠意解答!
標(biāo)題:西門子plc與步進(jìn)電機(jī)在數(shù)控銑床中的控制系統(tǒng) 地址:http://www.easyfrms.com/hangye/3693.html


界面hmi的常用知識")
")
平臺發(fā)布")
原理說明")

介紹")

據(jù)輸入方法")
構(gòu)和各部件的作用")
內(nèi)部干擾")